 Установки для термообработки сварных швов
Установки для термообработки сварных швов
Оборудование для местной и объемной термообработки сварных швов
RU

Наш первый нагреватель
Много лет назад мы испытали первый нагревательный коврик для термообработки
Подробнее
Строительство АЭС «Аккую» в Турецкой республике
Масштабная работа с использованием нашего оборудования
Подробнее
Термообработка на АЭС «Руппур» в Бангладеш
Еще одно подтверждение высокого уровня доверия к нашей продукции
Подробнее
Контроль термообработки на Сахалине
Успешно проведены работы по подогреву при сварке и последующей термообработке
Подробнее


Каталог продукции
После получения Вашего запроса мы отправим каталог нашей продукции.
Отправить запрос







25+
лет опыта
5000+
клиентов, которые нам доверяют
6000+
наименований товара
5000+
м2 производственной базы
Более 25 лет производим оборудование для термообработки сварных швов
Постоянно развиваемся, чтобы оставаться лучшими
Новости
Архив новостей Сварные швы АЭС «Аккую» греет наше оборудование
Сварные швы АЭС «Аккую» греет наше оборудование
 Внепечная термообработка сварных швов корпуса колонны
Внепечная термообработка сварных швов корпуса колонны
 Пусконаладка оборудования и обучение термистов в Казахстане
Пусконаладка оборудования и обучение термистов в Казахстане
 Контроль термообработки на Сахалине
Контроль термообработки на Сахалине
 Масштабно - это про нас!
Масштабно - это про нас!
 Объёмная термообработка 3х ёмкостей
Объёмная термообработка 3х ёмкостей
 Обучение со знаком качества
Обучение со знаком качества
 Мнемосхема. Расширяем возможности оборудования
Мнемосхема. Расширяем возможности оборудования
 Объемная термообработка 7 шаровых резервуаров объёмом 600м3
Объемная термообработка 7 шаровых резервуаров объёмом 600м3
 Наш 2025
Наш 2025
 Термообработка на АЭС «Руппур» в Бангладеш
Термообработка на АЭС «Руппур» в Бангладеш
 Внепечная термическая обработка коксовой камеры
Внепечная термическая обработка коксовой камеры
 Нам 25 лет!
Нам 25 лет!
 Местная термообработка аппарата
Местная термообработка аппарата
 Термообработка сварных швов змеевика
Термообработка сварных швов змеевика
 Местная термообработка 8 гибов труб
Местная термообработка 8 гибов труб
 Местная термообработка участков корпуса барабана
Местная термообработка участков корпуса барабана
 С Новым 2025 годом!
С Новым 2025 годом!
 Объёмная термообработка отпарной колонны
Объёмная термообработка отпарной колонны
 Новое оборудование становится популярным!
Новое оборудование становится популярным!
 1500 нагревателей для выполнения масштабных проектов
1500 нагревателей для выполнения масштабных проектов
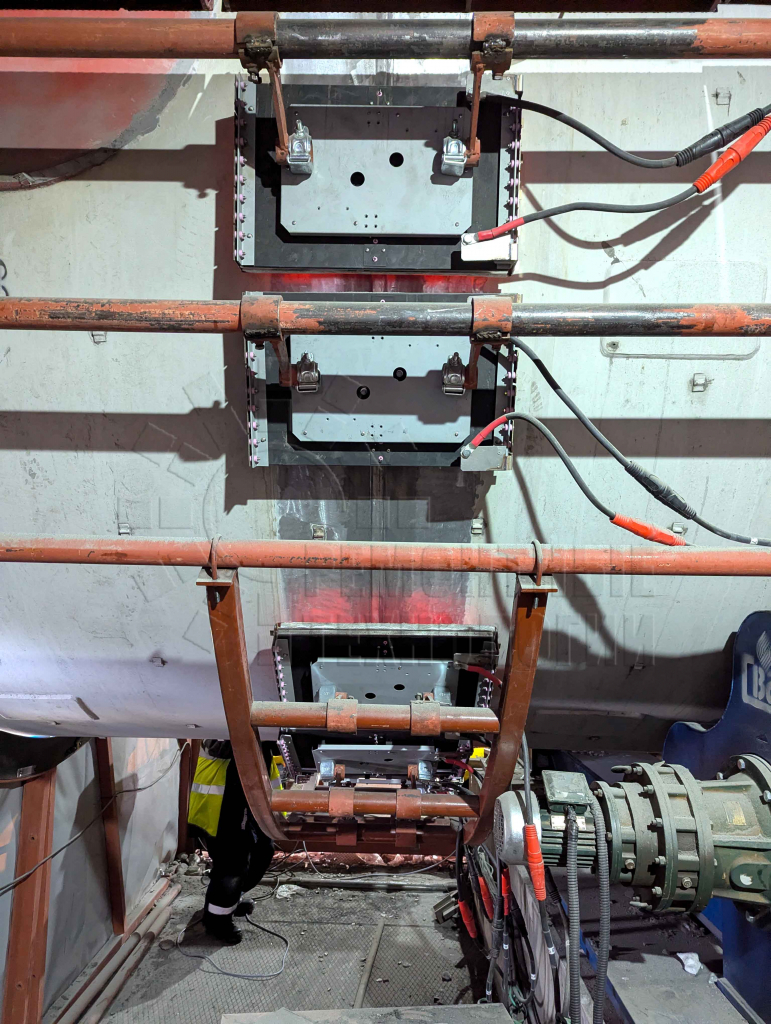
 Термообработка сварных швов 4 элементов газовой турбины
Термообработка сварных швов 4 элементов газовой турбины
 Поставка оборудования в Ленинградскую область
Поставка оборудования в Ленинградскую область
 160 рулонов изоляции для нашего заказчика
160 рулонов изоляции для нашего заказчика
 Печная термообработка труб
Печная термообработка труб
 С наступающим Новым годом!
С наступающим Новым годом!
 6240 нагревателей для заказчика из Узбекистана
6240 нагревателей для заказчика из Узбекистана
 Выполнение местной термической обработки замыкающего сварного шва
Выполнение местной термической обработки замыкающего сварного шва
 Внепечная термообработка реактора
Внепечная термообработка реактора
 Термообработка сварных швов элементов газовой турбины
Термообработка сварных швов элементов газовой турбины
 Партия оборудования для термообработки отправляется в Турцию
Партия оборудования для термообработки отправляется в Турцию
 Капитальный ремонт установки для термообработки РТ150-12
Капитальный ремонт установки для термообработки РТ150-12
 Термообработка сварных швов аппарата для атомной отрасли
Термообработка сварных швов аппарата для атомной отрасли
 Поставка оборудования в Узбекистан
Поставка оборудования в Узбекистан
 Объемная термообработка в Восточной Сибири
Объемная термообработка в Восточной Сибири
 Проведение работ по внепечной термообработке сварных швов
Проведение работ по внепечной термообработке сварных швов
 Поставка оборудования в Турцию
Поставка оборудования в Турцию
 Внепечная термообработка сепараторов
Внепечная термообработка сепараторов
 Внедрение в производство установки модели РТ360-12
Внедрение в производство установки модели РТ360-12
 Внедрение оборудования и обучение термистов
Внедрение оборудования и обучение термистов
 Комплект нагревателей для решеток теплообменников
Комплект нагревателей для решеток теплообменников
 Внепечная термообработка десорбера в Казахстане
Внепечная термообработка десорбера в Казахстане
 Объемная термообработка сепаратора
Объемная термообработка сепаратора
 Ремонт установки модели РТ150-12
Ремонт установки модели РТ150-12
 Комплект оборудования для нашего Заказчика
Комплект оборудования для нашего Заказчика
 Местная термообработка сварных швов на Атоммаше
Местная термообработка сварных швов на Атоммаше
 Капитальный ремонт установки модели РТ75-6
Капитальный ремонт установки модели РТ75-6
 Отгрузка оборудования для нашего Заказчика
Отгрузка оборудования для нашего Заказчика
 Приборы для измерения температуры
Приборы для измерения температуры
 Испытания как особый вид контроля качества
Испытания как особый вид контроля качества
 Обучение термистов на территории Заказчика
Обучение термистов на территории Заказчика
 Мы продолжаем работать для Вас
Мы продолжаем работать для Вас
 Термообрабатывающий комплекс для нашего Заказчика
Термообрабатывающий комплекс для нашего Заказчика
 Оборудование для предварительного и сопутствующего подогрева
Оборудование для предварительного и сопутствующего подогрева
 Внедрение оборудования для термообработки сварных швов
Внедрение оборудования для термообработки сварных швов
 Испытания установки модели РТ150-12
Испытания установки модели РТ150-12
 Проверка температурного поля при нагреве изделия
Проверка температурного поля при нагреве изделия
 Послесварочная термообработка сварных соединений байонетного затвора
Послесварочная термообработка сварных соединений байонетного затвора
 С наступающим Новым годом, друзья!
С наступающим Новым годом, друзья!
 Модернизация установки для термообработки сварных швов
Модернизация установки для термообработки сварных швов
 Термообработка нагревательного сердечника
Термообработка нагревательного сердечника
 Поставка оборудования для термообработки сварных швов в Узбекистан
Поставка оборудования для термообработки сварных швов в Узбекистан
 Ремонт 500 нагревательных ковриков для нашего Заказчика
Ремонт 500 нагревательных ковриков для нашего Заказчика
 Объемная термообработка шаровых резервуаров
Объемная термообработка шаровых резервуаров
 Обучение термистов
Обучение термистов
 Контроль температуры при проведении термообработки
Контроль температуры при проведении термообработки
 Объемная термообработка газосепаратора
Объемная термообработка газосепаратора
 Аустенизация сварных соединений
Аустенизация сварных соединений
 Результаты конкурса фотографий
Результаты конкурса фотографий
 Инверторы для термообработки
Инверторы для термообработки
 Подогрев при сварке на Атоммаше
Подогрев при сварке на Атоммаше
 Подведение итогов 2020
Подведение итогов 2020
 Сложные нагреватели для термообработки
Сложные нагреватели для термообработки
 Инфракрасный нагрев
Инфракрасный нагрев
 Высокотемпературная термообработка сварных швов
Высокотемпературная термообработка сварных швов
 Комплекс термообработки сварных швов
Комплекс термообработки сварных швов
 На Атоммаше завершили местную термообработку парогенератора
На Атоммаше завершили местную термообработку парогенератора
 Термообработка сварных швов у Заказчика
Термообработка сварных швов у Заказчика
 Подогрев при сварке
Подогрев при сварке
 Поставка в Узбекистан
Поставка в Узбекистан
 Остерегайтесь подделок!
Остерегайтесь подделок!
 Партнеры по термообработке
Партнеры по термообработке
 Термообработка труб во временной печи
Термообработка труб во временной печи
 Термообработка сварных соединений парогенератора
Термообработка сварных соединений парогенератора
 Термообработка сварных соединений в АЭМ-технологии
Термообработка сварных соединений в АЭМ-технологии
 Сварка с подогревом
Сварка с подогревом
 Важность термообработки
Важность термообработки
 Термообработка шаровых резервуаров
Термообработка шаровых резервуаров
 Термообработка сварного соединения барабана
Термообработка сварного соединения барабана
 Новая одноканальная установка 9кВА расширяет ассортимент
Новая одноканальная установка 9кВА расширяет ассортимент
 Термообработка замыкающего шва колонны
Термообработка замыкающего шва колонны
 Термообработка во временной печи
Термообработка во временной печи
 Выполнение подогрева и послесварочной термообработки сварного шва приварки опоры к корпусу
Выполнение подогрева и послесварочной термообработки сварного шва приварки опоры к корпусу
 Термообработка сварных швов емкостного оборудования
Термообработка сварных швов емкостного оборудования
 Подогрев при сварке с вращением
Подогрев при сварке с вращением
 Обучение термистов локальной термообработке сварных швов
Обучение термистов локальной термообработке сварных швов
 Термообработка труб с помощью оборудования серии РТ
Термообработка труб с помощью оборудования серии РТ
 Поставка оборудования для термической обработки сварных стыков
Поставка оборудования для термической обработки сварных стыков
 Термическая обработка сварных соединений в Беларуси
Термическая обработка сварных соединений в Беларуси
 Нагревательные коврики для термообработки сварных швов сложных конструкций
Нагревательные коврики для термообработки сварных швов сложных конструкций
 Поставка оборудования для локальной термообработки сварных соединений
Поставка оборудования для локальной термообработки сварных соединений
 Термообработка сварных швов трубных решеток теплообменников
Термообработка сварных швов трубных решеток теплообменников
 Местная термическая обработка сварных соединений
Местная термическая обработка сварных соединений
 Подготовка операторов-термистов к выполнению работ по термообработке
Подготовка операторов-термистов к выполнению работ по термообработке
 Объемная термообработка колонны на Московском НПЗ
Объемная термообработка колонны на Московском НПЗ
 Обучение местной термообработке сварных швов термистов заказчика
Обучение местной термообработке сварных швов термистов заказчика
 Внепечная объемная термообработка сварных швов колонны
Внепечная объемная термообработка сварных швов колонны
 Новая инверторная установка 220В для местной термообработки сварных швов
Новая инверторная установка 220В для местной термообработки сварных швов
 Термообработка сварных швов при ремонте части корпуса КС
Термообработка сварных швов при ремонте части корпуса КС
 Расходные материалы для термообработки сварных соединений
Расходные материалы для термообработки сварных соединений
 Термообработка сварных швов
Термообработка сварных швов
 Поставка оборудования для местной термообработки сварных швов
Поставка оборудования для местной термообработки сварных швов
 Термообработка сварных швов колонны на Московском НПЗ методом нагрева изнутри
Термообработка сварных швов колонны на Московском НПЗ методом нагрева изнутри
 Термообработка изделия из никелевого сплава
Термообработка изделия из никелевого сплава
 Большая электрическая печь для заказчика из Казахстана
Большая электрическая печь для заказчика из Казахстана
 Колонна на Московском НПЗ
Колонна на Московском НПЗ
 Наше оборудование для местной термообработки сварных швов с помощью нагревательных ковриков в работе
Наше оборудование для местной термообработки сварных швов с помощью нагревательных ковриков в работе
 Рабочая поездка в Республику Татарстан
Рабочая поездка в Республику Татарстан
 Обучение термообработке на тестовом образце
Обучение термообработке на тестовом образце
 Термообработка сложного сварного стыка
Термообработка сложного сварного стыка
 Обучение операторов-термистов
Обучение операторов-термистов
 Шаровые резервуары 600 м3
Шаровые резервуары 600 м3
 Участие в разработке СТО 00220368-019-2017
Участие в разработке СТО 00220368-019-2017
 Подготовка молодых термистов продолжается
Подготовка молодых термистов продолжается
 Послесварочная термообработка сварного шва
Послесварочная термообработка сварного шва
 Термообработка сварных швов на корпусе теплообменника
Термообработка сварных швов на корпусе теплообменника
 Термообработка сварных швов трубопровода
Термообработка сварных швов трубопровода
 Демонстрация оборудования для термообработки
Демонстрация оборудования для термообработки
 Заказчик из Беларуси будет работать эффективно и безопасно
Заказчик из Беларуси будет работать эффективно и безопасно
 Еще один заказчик оснащен нашим оборудованием
Еще один заказчик оснащен нашим оборудованием
 Поставка оборудования для местной термообработки
Поставка оборудования для местной термообработки
 Подготовка специалистов к эффективной работе
Подготовка специалистов к эффективной работе
 Новое оборудование на территории заказчика
Новое оборудование на территории заказчика
 Поставка оборудования для термообработки сварных швов
Поставка оборудования для термообработки сварных швов
 Нагрев сварного шва при ремонте барабана высокого давления
Нагрев сварного шва при ремонте барабана высокого давления
 Поставка комплекса оборудования серии РТ
Поставка комплекса оборудования серии РТ
 Обучение операторов-термистов в Казахстане
Обучение операторов-термистов в Казахстане
 Поставка оборудования и обучение операторов-термистов
Поставка оборудования и обучение операторов-термистов
 Оборудование серии РТ на заводе "Атоммаш" для отжига сварных швов
Оборудование серии РТ на заводе "Атоммаш" для отжига сварных швов
 Новый регистратор температуры идеален в сочетании с инвертором для нагрева сварных швов
Новый регистратор температуры идеален в сочетании с инвертором для нагрева сварных швов
 Термообработка замыкающего шва корпуса реактора
Термообработка замыкающего шва корпуса реактора
 Точечный держатель для удерживания концов нагревателя
Точечный держатель для удерживания концов нагревателя
 Обучение подрядчиков передовым технологиям нагрева сварных соединений
Обучение подрядчиков передовым технологиям нагрева сварных соединений
 Новая модель регистратора температуры специально для местной термообработки сварных швов
Новая модель регистратора температуры специально для местной термообработки сварных швов
 Рабочая поездка по Казахстану обучение термистов операторов
Рабочая поездка по Казахстану обучение термистов операторов
 Поставка комплекса оборудования для местной термообработки сварных швов
Поставка комплекса оборудования для местной термообработки сварных швов
 Продолжаем обучение операторов-термистов
Продолжаем обучение операторов-термистов
 Новая машинка для пристрелки термопар RT-1M-mini!
Новая машинка для пристрелки термопар RT-1M-mini!
 Учебный центр открыт! Обучение операторов термистов на передвижных установках для местной термообработки сварных стыков
Учебный центр открыт! Обучение операторов термистов на передвижных установках для местной термообработки сварных стыков
 Термообработка сварного шва подогревателя высокого давления толщина металла 200 мм
Термообработка сварного шва подогревателя высокого давления толщина металла 200 мм
 Термообработка и сопутствующий подогрев сварных швов приварки труб к трубной решетке теплообменных аппаратов
Термообработка и сопутствующий подогрев сварных швов приварки труб к трубной решетке теплообменных аппаратов
 Обучение термообработке на образце из стали P91 T91
Обучение термообработке на образце из стали P91 T91
 Новинка! Кабельный стеллаж серии РТ
Новинка! Кабельный стеллаж серии РТ
 Термообработка замыкающего сварного шва компенсатора давления атомной станции
Термообработка замыкающего сварного шва компенсатора давления атомной станции
 Высокотемпературные испытания временной печи для отжига сварных швов
Высокотемпературные испытания временной печи для отжига сварных швов
 Поставка установки и обучение термистов нагреву сварных соединений
Поставка установки и обучение термистов нагреву сварных соединений
 Поставка установки для термообработки сварных швов в Республику Казахстан
Поставка установки для термообработки сварных швов в Республику Казахстан
 Обучение термистов на предприятиях атомной промышленности
Обучение термистов на предприятиях атомной промышленности
 Работы в условиях Крайнего Севера термообработка сварных швов шаровых резервуаров
Работы в условиях Крайнего Севера термообработка сварных швов шаровых резервуаров
 Местная термообработка листовой стали
Местная термообработка листовой стали
 Многоканальная термообработка сварных соединений в полевых условиях
Многоканальная термообработка сварных соединений в полевых условиях
 Местная термообработка сварных соединений трубопровода
Местная термообработка сварных соединений трубопровода
 Термообработка сварного шва толстостенного аппарата
Термообработка сварного шва толстостенного аппарата
 Запуск оборудования для сопутствующего подогрева под сварку ответственных швов
Запуск оборудования для сопутствующего подогрева под сварку ответственных швов
 Внепечная термообработка сварных швов 8 емкостей
Внепечная термообработка сварных швов 8 емкостей
 Обучение термистов работе с новым оборудованием для местной термообработки сварных соединений
Обучение термистов работе с новым оборудованием для местной термообработки сварных соединений
 Термообработка сварного шва толстостенной трубы
Термообработка сварного шва толстостенной трубы
 Замена устаревшего оборудования для термической обработки сварных соединений
Замена устаревшего оборудования для термической обработки сварных соединений
 Термообработка сварных стыков при замене змеевика печи
Термообработка сварных стыков при замене змеевика печи
 Объемная внепечная термообработка сварных швов емкостей для фильтрации нефти
Объемная внепечная термообработка сварных швов емкостей для фильтрации нефти
 Термообработка сварных швов трубных решеток
Термообработка сварных швов трубных решеток
 Оснащение оборудованием для местной термической обработки стыков нового предприятия
Оснащение оборудованием для местной термической обработки стыков нового предприятия
 Поставка оборудования для местной термообработки сварных швов в Республику Беларусь
Поставка оборудования для местной термообработки сварных швов в Республику Беларусь
 Колонна стоит! Внепечная объемная термообработка высокоскоростными дизельными горелками
Колонна стоит! Внепечная объемная термообработка высокоскоростными дизельными горелками
 Новый материал Термо Мат для теплоизоляции сварных швов
Новый материал Термо Мат для теплоизоляции сварных швов
 Термообработка сварных швов труб
Термообработка сварных швов труб
 Термообработка сварного шва толстостенной колонны
Термообработка сварного шва толстостенной колонны
 Продолжаем работать! Сопутствующий подогрев с последующей термообработкой приварки труб к трубной доске теплообменного аппарата
Продолжаем работать! Сопутствующий подогрев с последующей термообработкой приварки труб к трубной доске теплообменного аппарата
 Осваиваем Заполярье! Обучение операторов термистов с поставкой установки для местной термообработки сварных швов
Осваиваем Заполярье! Обучение операторов термистов с поставкой установки для местной термообработки сварных швов
 Новинка! Бандажная лента в пластиковом размотчике для крепления нагревателей при местной термической обработке
Новинка! Бандажная лента в пластиковом размотчике для крепления нагревателей при местной термической обработке
 Обучение операторов-термистов работе на передвижных установках для местной термической обработки сварных стыков в Ставрополе
Обучение операторов-термистов работе на передвижных установках для местной термической обработки сварных стыков в Ставрополе
 Поставка оборудования для местной термообработки сварных швов в г. Новый Уренгой
Поставка оборудования для местной термообработки сварных швов в г. Новый Уренгой
 Все больше опытных термистов операторов передвижных установок для местной термообработки сварных стыков
Все больше опытных термистов операторов передвижных установок для местной термообработки сварных стыков
 Объект в Тюмени закончен! Успешно выполнена объемная внепечная термообработка сварных швов
Объект в Тюмени закончен! Успешно выполнена объемная внепечная термообработка сварных швов
 Работа в Тюмени продолжается объемная термообработка сварных соединений колонны
Работа в Тюмени продолжается объемная термообработка сварных соединений колонны
 Термообработка высокоскоростной горелкой сварных соединений водяного холодильника
Термообработка высокоскоростной горелкой сварных соединений водяного холодильника
 Объемная термообработка замыкающих сварных швов вакуумной колонны
Объемная термообработка замыкающих сварных швов вакуумной колонны
 Поставка оборудования для сопутствующего подогрева сварных швов при выполнении сварки с вращением
Поставка оборудования для сопутствующего подогрева сварных швов при выполнении сварки с вращением
 Внепечная объемная термообработка сварных швов колонны в Кстово закончена!
Внепечная объемная термообработка сварных швов колонны в Кстово закончена!
 Новая переносная одноканальная инверторах установка для термообработки сварных швов
Новая переносная одноканальная инверторах установка для термообработки сварных швов
 Первый этап работы по внепечной объемной термообработки сварных швов в Кстово
Первый этап работы по внепечной объемной термообработки сварных швов в Кстово
 Термообработка замыкающего сварного шва толстостенного абсорбера
Термообработка замыкающего сварного шва толстостенного абсорбера
 "Объемы" покоряются (внепечная термообработка сварных швов)
"Объемы" покоряются (внепечная термообработка сварных швов)
 Поставка установки для местной термообработки сварных швов с обучением термистов операторов Заказчика
Поставка установки для местной термообработки сварных швов с обучением термистов операторов Заказчика
 Аустенизация сварных швов в Беларуси
Аустенизация сварных швов в Беларуси
 Поставка комплекса установок для местной термообработки нагревательными ковриками для завода минеральных удобрений
Поставка комплекса установок для местной термообработки нагревательными ковриками для завода минеральных удобрений
 Обучение термистов операторов в Казахстане с выдачей удостоверений
Обучение термистов операторов в Казахстане с выдачей удостоверений
 Конкурс "100 лучших товаров России" использование установок для термообработки сварных швов труб
Конкурс "100 лучших товаров России" использование установок для термообработки сварных швов труб
 Еще один заказчик оснащен нашей техникой для термообработки радиационным нагревом
Еще один заказчик оснащен нашей техникой для термообработки радиационным нагревом
 Обучение термообработке сварных соединений турецких специалистов с выдачей удостоверения термиста оператора
Обучение термообработке сварных соединений турецких специалистов с выдачей удостоверения термиста оператора
 Нагрев муфты под горячую посадку на вал с помощью установки для местной термообработки сварных швов
Нагрев муфты под горячую посадку на вал с помощью установки для местной термообработки сварных швов
 Новый нагреватель для подогрева сварных швов коллектора изнутри
Новый нагреватель для подогрева сварных швов коллектора изнутри
 Замена оборудования для термообработки сварных соединений
Замена оборудования для термообработки сварных соединений
 Обучение термистов операторов правилам термообработки сварных стыков трубопроводов в Казахстане
Обучение термистов операторов правилам термообработки сварных стыков трубопроводов в Казахстане
 Термообработка сварного шва колонны диаметром 7200 мм
Термообработка сварного шва колонны диаметром 7200 мм
 Термообработка сварного шва ракетного двигателя РД180
Термообработка сварного шва ракетного двигателя РД180
 Робот для сварки патрубков парогенератора с применением нагревательных ковриков нашего производства
Робот для сварки патрубков парогенератора с применением нагревательных ковриков нашего производства
 Термообработка ремонтных сварных швов Мельницы цементного завода
Термообработка ремонтных сварных швов Мельницы цементного завода
 Термообработка сварного шва приварки днища к корпусу парогенератора теперь не проблема
Термообработка сварного шва приварки днища к корпусу парогенератора теперь не проблема
 Внепечная объемная термообработка сварных швов оголовка колонны
Внепечная объемная термообработка сварных швов оголовка колонны
 Отработка технологии подогрева (с последующей термообработкой) сварного соединения при сварке ГЦТ
Отработка технологии подогрева (с последующей термообработкой) сварного соединения при сварке ГЦТ
 Термообработка сварных швов приварке штуцеров к корпусу аппарата
Термообработка сварных швов приварке штуцеров к корпусу аппарата
 Работа с ЦНИИТМАШЕМ (сопутствующий подогрев с последующей термообработкой сварного шва ГЦТ)
Работа с ЦНИИТМАШЕМ (сопутствующий подогрев с последующей термообработкой сварного шва ГЦТ)
 Сопутствующий подогрев сварного шва при монтаже разъемного тройника для врезки в трубопровод под давлением
Сопутствующий подогрев сварного шва при монтаже разъемного тройника для врезки в трубопровод под давлением
 Термообработка сварных стыков в трассовых условиях
Термообработка сварных стыков в трассовых условиях
 Обучение термистов операторов работе на установках для местной термообработке сварных стыков
Обучение термистов операторов работе на установках для местной термообработке сварных стыков
 Аренда оборудования для местной термической обработки сварных швов (соединений) труб
Аренда оборудования для местной термической обработки сварных швов (соединений) труб
 Внепечная объемная термообработка сварных швов аппаратов
Внепечная объемная термообработка сварных швов аппаратов
 Термообработка части сварного шва при ремонте декомпозера
Термообработка части сварного шва при ремонте декомпозера
 Термообработка сварных швов дренажных подземных емкостей
Термообработка сварных швов дренажных подземных емкостей
 Подогрев сварных швов (предварительный и сопутствующий) на нефтяной платформе
Подогрев сварных швов (предварительный и сопутствующий) на нефтяной платформе
 Групповая местная термообработка сварных стыков змеевика
Групповая местная термообработка сварных стыков змеевика
 Внепечная объемная термообработка сварных швов аппарата газовыми высокоскоростными горелками
Внепечная объемная термообработка сварных швов аппарата газовыми высокоскоростными горелками
 Сопутствующий подогрев сварного шва при монтаже ремонтной муфты 42" на трубопроводе под давлением
Сопутствующий подогрев сварного шва при монтаже ремонтной муфты 42" на трубопроводе под давлением
 Термообработка сварного шва деаэратора АЭС
Термообработка сварного шва деаэратора АЭС
 Термообработка сварных стыков трубопровода из стали P91 при монтаже
Термообработка сварных стыков трубопровода из стали P91 при монтаже
 Термообработка штуцеров теплообменника
Термообработка штуцеров теплообменника
 Термообработка вала турбины
Термообработка вала турбины
 Аустенизация крутоизогнутых отводов
Аустенизация крутоизогнутых отводов
 Технология для теплообменников
Технология для теплообменников
 Термообработка реактора
Термообработка реактора
 Термообработка при монтаже котла на ЦКК
Термообработка при монтаже котла на ЦКК
 Термообработка колонны в Туапсе
Термообработка колонны в Туапсе
 Термообработка пароперегревателя ТЭЦ
Термообработка пароперегревателя ТЭЦ
 Термообработка сложного аппарата
Термообработка сложного аппарата
 Термообработка перед вальцовкой
Термообработка перед вальцовкой
 Поставка оборудования на новый завод нефтемаш
Поставка оборудования на новый завод нефтемаш
 Подогрев при сварке колонны в Омске
Подогрев при сварке колонны в Омске
 Толстостенные сварные соединения
Толстостенные сварные соединения
 Термообработка коллекторов из стали P91
Термообработка коллекторов из стали P91
 Термообработка тройников
Термообработка тройников
 Газовый инфракрасный подогрев
Газовый инфракрасный подогрев
 Термообработка канальными нагревателями
Термообработка канальными нагревателями
 Управление печью
Управление печью
 Сложный случай в термообработке сварных соединений
Сложный случай в термообработке сварных соединений
 Внепечная объемная термообработка
Внепечная объемная термообработка
 Точечный причал
Точечный причал
 Подогрев при изготовлении ХМ-их труб
Подогрев при изготовлении ХМ-их труб
 Крайний Север
Крайний Север
 Обучение термистов на севере
Обучение термистов на севере
 Подогрев теперь и под водой
Подогрев теперь и под водой
 Термообработка врезок
Термообработка врезок
 Термообработка кольцевого шва цистерны
Термообработка кольцевого шва цистерны
 Термообработка лопасти гребного винта
Термообработка лопасти гребного винта
 Сопутствующий подогрев с последующей термообработкой
Сопутствующий подогрев с последующей термообработкой
 Подогрев сварного соединения при вращении
Подогрев сварного соединения при вращении
Термообработка сварных швов трубопроводов
Сварные соединения, выполненные дуговыми способами, непосредственно после процесса сварки характеризуются неоднородностью структуры и свойств сварного шва, зоны термического влияния, а также наличием в них сварочных напряжений.
Неоднородность структуры и свойств металла зависят главным образом от неравномерности нагрева при сварке. Металл шва в процессе сварки в расплавленном состоянии имеет температуру свыше 2000°С, в то время, как соседние слои металла находятся в твердом состоянии при намного более низких температурах. Вдоль сварного шва возникает область металла, которая при сварке нагревается до очень высокой температуры, а потом охлаждается до комнатной. Эта область называется зоной термического влияния (ЗТВ).
При нагреве все металлы расширяются, а при снижении температуры сжимаются. Этому процессу в области сварки препятствуют окружающие холодные слои металла и как следствие в области сварного шва и в ЗТВ возникают остаточные сварочные напряжения. Сварочные напряжения могут достигать значительных величин, близких к пределу текучести (250-350 МПа). Сварочные напряжения опасны тем, что могут вызвать появление трещин в сварных соединениях, особенно выполненных из легированных сталей. Кроме того, эти стали в производственных условиях при сварке быстро остывают, что приводит к образованию закалочных структур в сварном шве и ЗТВ, также способствующих образованию трещин. При больших остаточных напряжениях в присутствии определённых химических веществ могут происходить особый вид разрушения – коррозионное растрескивание. Например, очень малые концентрации хлоридов могут серьёзно воздействовать на обычно устойчивые нержавеющие стали.
Ещё одна проблема – водород. Если в зоне сварки окажется вода, то она может попасть под электрическую дугу. Под воздействием электричества вода будет разложена на кислород и водород, который, в свою очередь, попадет в расплав. Присутствие водорода может привести к серьезным проблемам при сварке.
Одним из основных средств решения этих проблем и повышения надежности сварных соединений является нагрев или термическая обработка, в результате которой снижается уровень сварочных напряжений, улучшается структура и свойства металла соединения, удаляется водород.

- Предварительный подогрев перед сваркой;
- Сопутствующий подогрев во время сварки;
- Послесварочный нагрев.
- Термический отдых;
- Высокий отпуск;
- Нормализация;
- Стабилизирующий отжиг;
- Аустенизация.
Термообработка сварных швов является важной стадией технологического процесса. Неправильно проведенная послесварочная термообработка сварных соединений может свести на "нет" все предыдущие усилия.
В зависимости от размера и вида обрабатываемого изделия, марки стали, вида термообработки, а также количества сварных швов на изделии экономически и технически целесообразным могут быть разные виды термообработки: местная (пошовная, локальная) термообработка отдельных сварных швов или объемная (внепечная) термообработка всего изделия.
Наша компания имеет многолетний опыт решения задач по термообработке от самых простых до чрезвычайно сложных. Наши инженеры помогут подобрать оборудование и правильно рассчитать нагревательные элементы. Менеджеры помогут найти оптимальный способ доставки оборудования для термообработки. Конструктора разработают специальные конструкции под самые изощренные задачи.Преимущества работы с нами
СВЯЗЬ С НАМИ
Поможем подобрать оборудование для решения конкретных задач
ОТПРАВЬТЕ ЗАПРОС
Менеджеры помогут подобрать оборудование для решения конкретной задачи
ДРУГИЕ НАПРАВЛЕНИЯ ДЕЯТЕЛЬНОСТИ И ПАРТНЕРЫ
Портфолио
Все работы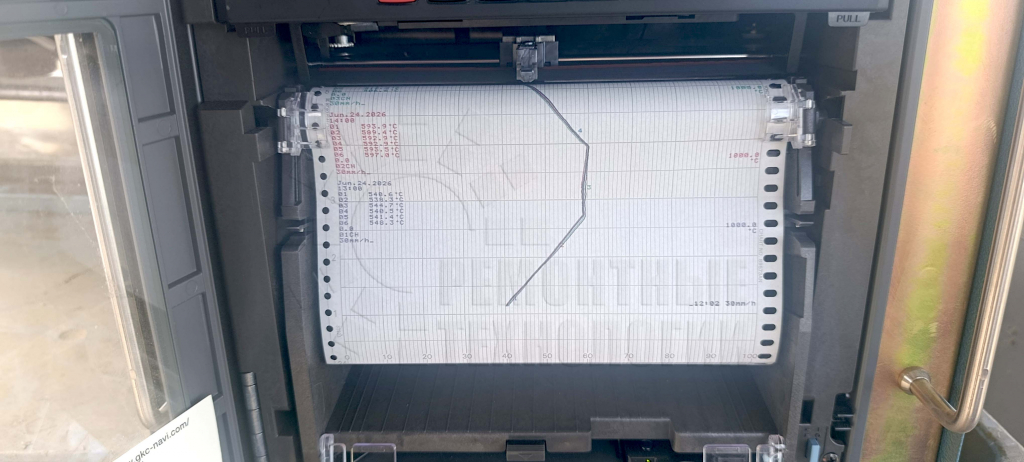 График проведения термообработки сварных швов по режиму высокого отпуска
График проведения термообработки сварных швов по режиму высокого отпуска
 Использование нагревательных панелей при подогреве при сварке
Использование нагревательных панелей при подогреве при сварке
 Местная термообработка сварных швов колонны
Местная термообработка сварных швов колонны
 Подогрев при сварке с помощью нагревательных панелей
Подогрев при сварке с помощью нагревательных панелей
 Объемная термообработка трех шаровых резервуаров
Объемная термообработка трех шаровых резервуаров
 Объемная термообработка сварных швов части колонны
Объемная термообработка сварных швов части колонны
 Проведение работ по внепечной термообработке шарового резервуара
Проведение работ по внепечной термообработке шарового резервуара
 Объемная термообработка шарового резервуара объёмом 606м3
Объемная термообработка шарового резервуара объёмом 606м3
 Современные установки для местной термообработки серии DG
Современные установки для местной термообработки серии DG
 Выполнение работ по местной термообработке специалистами компании ООО "ГК Ремонтные технологии"
Выполнение работ по местной термообработке специалистами компании ООО "ГК Ремонтные технологии"
 Объёмная термообработка коксовой камеры по режиму высокого отпуска
Объёмная термообработка коксовой камеры по режиму высокого отпуска
 Выполнение работ по объёмной термообработке
Выполнение работ по объёмной термообработке
 Внепечная термообработка коксовой камеры
Внепечная термообработка коксовой камеры
 Установка поясов нагревателей по обе стороны сварного шва
Установка поясов нагревателей по обе стороны сварного шва
 Установка нагревателей внутри аппарата
Установка нагревателей внутри аппарата
 Выполнение работ по термообработке сварных швов аппарата
Выполнение работ по термообработке сварных швов аппарата
 Выполнение работ по термообработке замыкающего шва аппарата
Выполнение работ по термообработке замыкающего шва аппарата
 Подготовка изоляции для проведения работ
Подготовка изоляции для проведения работ
 Установки серии DG - оборудование, которое не подведет!
Установки серии DG - оборудование, которое не подведет!
 Крепление гибких нагревательных ковриков к аппарату
Крепление гибких нагревательных ковриков к аппарату
 Подготовка к проведению термообработкиа сварных соединений части змеевика
Подготовка к проведению термообработкиа сварных соединений части змеевика
 Термообработка сварных швов змеевика
Термообработка сварных швов змеевика
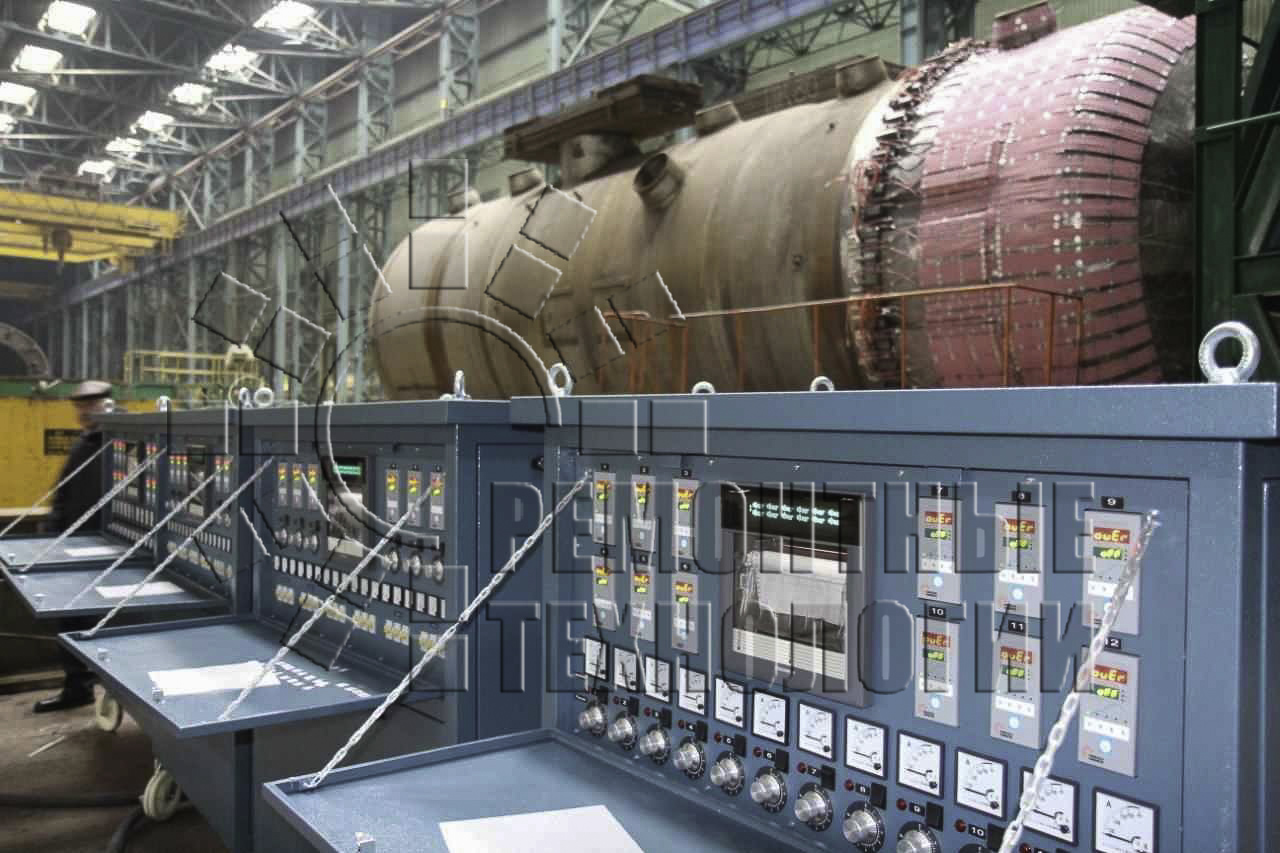
 Управление и контроль процесса термообработки сварных швов на сенсорных панелях оборудования
Управление и контроль процесса термообработки сварных швов на сенсорных панелях оборудования
 Проведение термообработки по режиму отжига на твердый раствор
Проведение термообработки по режиму отжига на твердый раствор
 Местная термообработка 8 гибов труб
Местная термообработка 8 гибов труб
 Проведение работ по термообработке сварных швов участка барабана
Проведение работ по термообработке сварных швов участка барабана
 Крепление нагревателей при проведении местной термообработки
Крепление нагревателей при проведении местной термообработки
 Метная термообработка участка барабана
Метная термообработка участка барабана
 Проведение местной термообработки сварных соединений
Проведение местной термообработки сварных соединений
 Местная термообработка участка барабана
Местная термообработка участка барабана
 Использование дизельных горелок при проведении внепечной термообработки изделия
Использование дизельных горелок при проведении внепечной термообработки изделия
 Крепление теплоизоляции на отпарную колонну перед проведением объёмной термообработки
Крепление теплоизоляции на отпарную колонну перед проведением объёмной термообработки
 Внепечная термообработка сварных швов изделия
Внепечная термообработка сварных швов изделия
 1500 нагревателей для заказчика из строительной отрасли
1500 нагревателей для заказчика из строительной отрасли
 Комплект гибких нагревательных ковриков
Комплект гибких нагревательных ковриков
 Крепление нагревателей на элементы газовой турбины
Крепление нагревателей на элементы газовой турбины
 Проведение испытаний высокотемпературных нагревателей
Проведение испытаний высокотемпературных нагревателей
 Проведение испытаний новой установки РТ150-12DG
Проведение испытаний новой установки РТ150-12DG
 Монтаж нагревателя на коническом переходе
Монтаж нагревателя на коническом переходе
 Пережог трубы из за неработающего коврика
Пережог трубы из за неработающего коврика
 Тепловое расширение порвало опору
Тепловое расширение порвало опору
 Воздухом раздуло трубу
Воздухом раздуло трубу
 Трубу можно и прожечь
Трубу можно и прожечь
 Подготовка к проведению термообработки сварных швов
Подготовка к проведению термообработки сварных швов
 Термообработка сварных соединений сферического днища, диаметр 2000 мм
Термообработка сварных соединений сферического днища, диаметр 2000 мм
 Монтаж ковриков для термообработки, сталь 18Х18Н10Т
Монтаж ковриков для термообработки, сталь 18Х18Н10Т
 Сопутствующий подогрев при сварке
Сопутствующий подогрев при сварке
 Подготовка к предварительному и сопутствующему подогреву при проведении сварочных работ, с последующей термической обработкой сварного стыка
Подготовка к предварительному и сопутствующему подогреву при проведении сварочных работ, с последующей термической обработкой сварного стыка
 Низкотемпературная термообработка коллекторов теплоносителя
Низкотемпературная термообработка коллекторов теплоносителя
 Термообработка шва приварки днища к корпусу парогенератора.
Термообработка шва приварки днища к корпусу парогенератора.
 Установка системы нагрева внутри штуцера
Установка системы нагрева внутри штуцера
 Монтаж оборудования для проведения термообработки сварных швов
Монтаж оборудования для проведения термообработки сварных швов
 Проведение термообработки по режиму стабилизирующего отжига
Проведение термообработки по режиму стабилизирующего отжига
 Сварка с подогревом сварного стыка колонны диаметром 3 метра
Сварка с подогревом сварного стыка колонны диаметром 3 метра
 Стыковка частей колонны
Стыковка частей колонны
 Термообработка сварных соединений колонны. Диаметр 3 метра, толщина 48мм
Термообработка сварных соединений колонны. Диаметр 3 метра, толщина 48мм
 Толщина металла свыше 100 мм. Одновременно монтируется нагревательная система с внутренней стороны. Основной металл - Х2М1
Толщина металла свыше 100 мм. Одновременно монтируется нагревательная система с внутренней стороны. Основной металл - Х2М1
 Местная термообработка сварных стыков
Местная термообработка сварных стыков
 Подготовка к проведению термообработки сварных соединений
Подготовка к проведению термообработки сварных соединений
 Подогрев кольцевого шва при сварке под флюсом. Температура подогрева 200-300 градусов, материал SA387 Gr22 (10Х2М)
Подогрев кольцевого шва при сварке под флюсом. Температура подогрева 200-300 градусов, материал SA387 Gr22 (10Х2М)
 Барабан высокого давления, толщина стенки 80мм, материал 15NiCuMoNb 5-6-4. Температура 580-600 градусов. Расчёт теплового поля и расчёт типоразмеров нагревательных элементов произведены ООО ГК "Ремонтные Технологии".
Барабан высокого давления, толщина стенки 80мм, материал 15NiCuMoNb 5-6-4. Температура 580-600 градусов. Расчёт теплового поля и расчёт типоразмеров нагревательных элементов произведены ООО ГК "Ремонтные Технологии".
 Установка для местной термообработки РТ150-12. Мониторинг процесса термообработки
Установка для местной термообработки РТ150-12. Мониторинг процесса термообработки
 Подготовка к проведению высокого отпуска коллектора АВО типа "Айсберг"
Подготовка к проведению высокого отпуска коллектора АВО типа "Айсберг"
 Монтаж гибких нагревательных ковриков
Монтаж гибких нагревательных ковриков
 Сопутствующий подогрев во время сварки
Сопутствующий подогрев во время сварки
 Термообработка образца скрепленными нагревателями СТАЛЬ 08Х18Н12Б
Термообработка образца скрепленными нагревателями СТАЛЬ 08Х18Н12Б
 Проведение местной термической обработки сварных швов торцевых стенок и патрубков АВО "Айсберг" установкой РТ150-12
Проведение местной термической обработки сварных швов торцевых стенок и патрубков АВО "Айсберг" установкой РТ150-12
 Термообработка образца прямой врезки
Термообработка образца прямой врезки
 Термообработка сварного стыка ⌀ 32
Термообработка сварного стыка ⌀ 32
 Термообработка сварного стыка ⌀ 400
Термообработка сварного стыка ⌀ 400
 Термообработка сварного стыка ⌀ 600
Термообработка сварного стыка ⌀ 600
 Термообработка сварного стыка ⌀ 500
Термообработка сварного стыка ⌀ 500
 Проведение местной термообработки сварных швов оборудованием "Ремонтные технологии"
Проведение местной термообработки сварных швов оборудованием "Ремонтные технологии"
 Термообработка сборочного узла в сборе
Термообработка сборочного узла в сборе
 Использование П-образных нагревателей для термообработки врезки
Использование П-образных нагревателей для термообработки врезки
 Установки для проведения термообработки сварных швов
Установки для проведения термообработки сварных швов
 Оборудование для термообработки сварных швов
Оборудование для термообработки сварных швов
 Монтаж нагревателей изнутри, ввиду невозможного монтажа снаружи изделия
Монтаж нагревателей изнутри, ввиду невозможного монтажа снаружи изделия
 Проведение термообработки установкой РТ150-12
Проведение термообработки установкой РТ150-12
 Подготовка к проведению местной термообработки
Подготовка к проведению местной термообработки
 Термообработка сварных швов 30-дюймовой трубы
Термообработка сварных швов 30-дюймовой трубы
 Сопутствующий подогрев при сварке
Сопутствующий подогрев при сварке
 Фиксация теплоизоляции
Фиксация теплоизоляции
 Проведение термообработки на высоте
Проведение термообработки на высоте
 Местная термообработка сварных швов ёмкости
Местная термообработка сварных швов ёмкости
 Проведение местной термообработки гибкими нагревательными ковриками
Проведение местной термообработки гибкими нагревательными ковриками
 Главное в хорошей работе, слаженный коллектив!
Главное в хорошей работе, слаженный коллектив!
 Термообработка стали. Задействован 21 канал.
Термообработка стали. Задействован 21 канал.
 Косые врезки с укреп-кольцами ст.20+кислая среда
Косые врезки с укреп-кольцами ст.20+кислая среда
 Термообработка с пристрелкой ковров на стык изнутри, для 1220х18 15Х5М
Термообработка с пристрелкой ковров на стык изнутри, для 1220х18 15Х5М
 Крепление нагревателей при помощи изоляционных шпилек
Крепление нагревателей при помощи изоляционных шпилек
 Монтаж нагревателей для термообработки
Монтаж нагревателей для термообработки
 Монтаж гибких нагревательных ковриков на аппарат
Монтаж гибких нагревательных ковриков на аппарат
 Проведение термообработки замыкающего шва аппарата
Проведение термообработки замыкающего шва аппарата
 Проведение термообработки сварных соединений аппарата для атомной отрасли
Проведение термообработки сварных соединений аппарата для атомной отрасли
 7 тонн теплоизоляции для заказчика из Узбекистана
7 тонн теплоизоляции для заказчика из Узбекистана
 Проведение объемной термообработки при помощи высокоскоростных дизельных горелок
Проведение объемной термообработки при помощи высокоскоростных дизельных горелок
 Проведение работ по объемной термообработке
Проведение работ по объемной термообработке
 Проведение внепечной термообработки реактора
Проведение внепечной термообработки реактора
 Проведение местной термообработки сварных соединений
Проведение местной термообработки сварных соединений
 Термообработка сварных швов элементов газовой турбины
Термообработка сварных швов элементов газовой турбины
 Подготовка к проведению местной термообработки сварных швов деталей газовой турбины
Подготовка к проведению местной термообработки сварных швов деталей газовой турбины
 Крепление гибких нагревательных ковриков
Крепление гибких нагревательных ковриков
 Проведение работ по термообработке сварных швов элементов газовой турбины
Проведение работ по термообработке сварных швов элементов газовой турбины
 Выполнение работ по местной термообработке аппарата с толщиной сварного шва 135 мм
Выполнение работ по местной термообработке аппарата с толщиной сварного шва 135 мм
 Термообработка замыкающего шва аппарата для атомной отрасли
Термообработка замыкающего шва аппарата для атомной отрасли
 Проведение термообработки по режиму аустенизации
Проведение термообработки по режиму аустенизации
 Проведение работ по термообработке в Восточной Сибири
Проведение работ по термообработке в Восточной Сибири
 Теплоизоляция шарового резервуара
Теплоизоляция шарового резервуара
 Дизельные горелки для проведения объемной термообработки
Дизельные горелки для проведения объемной термообработки
 Термообработка шарового резервуара объемом 2000м3
Термообработка шарового резервуара объемом 2000м3
 Крепление нагревателей при помощи изоляционных шпилек
Крепление нагревателей при помощи изоляционных шпилек
 Конденсаторная машинка КМ-250 для крепления нагревателей
Конденсаторная машинка КМ-250 для крепления нагревателей
 Проведение местной термообработки по режиму аустенизации
Проведение местной термообработки по режиму аустенизации
 Проведение работ по внепечной термообработке
Проведение работ по внепечной термообработке
 Проведение объемной термообработки сварных швов сепараторов
Проведение объемной термообработки сварных швов сепараторов
 Регистрация температуры при проведении термообработки сварных швов
Регистрация температуры при проведении термообработки сварных швов
 Поставка оборудования в Турцию
Поставка оборудования в Турцию
 Выполнение работ по внепечной термообработке сварных швов изделий
Выполнение работ по внепечной термообработке сварных швов изделий
 Объемная термообработка десорбера в Казахстане
Объемная термообработка десорбера в Казахстане
 Нагреватели для теплообменных аппаратов
Нагреватели для теплообменных аппаратов
 Обучение термистов в Мордовии
Обучение термистов в Мордовии
 Термообработка сварного шва парогенератора
Термообработка сварного шва парогенератора
 Нагревательная панель для местной термообработки
Нагревательная панель для местной термообработки
 Панели для термообработки сварных соединений
Панели для термообработки сварных соединений
 Обучение термистов
Обучение термистов
 Термообработка сварных швов газовой турбины
Термообработка сварных швов газовой турбины
 Оборудование для термообработки сварных швов
Оборудование для термообработки сварных швов
 Проведение испытаний оборудования для термообработки сварных швов
Проведение испытаний оборудования для термообработки сварных швов
 Оборудование для сопутствующего подогрева сварных швов
Оборудование для сопутствующего подогрева сварных швов
 Подогрев сварных швов нагревательными панелями
Подогрев сварных швов нагревательными панелями
 Подогрев сварных швов при помощи нагревательных панелей
Подогрев сварных швов при помощи нагревательных панелей
 Математическое моделирование и экспериментальная проверка температурного поля
Математическое моделирование и экспериментальная проверка температурного поля
 Термообработка сварных швов байонетного затвора
Термообработка сварных швов байонетного затвора
 Обучение термистов и проведение термообработки сварных швов в Узбекистане
Обучение термистов и проведение термообработки сварных швов в Узбекистане
 Поставка оборудования для термообработки сварных швов
Поставка оборудования для термообработки сварных швов
 Проведение термообработки после сварки
Проведение термообработки после сварки
 Объемная внепечная термообработка шаровых резервуаров
Объемная внепечная термообработка шаровых резервуаров
 Проведение местной термообработки сварных соединений
Проведение местной термообработки сварных соединений
 Проведение местной термообработки сварных соединений
Проведение местной термообработки сварных соединений
 Крепление гибких нагревательных ковриков
Крепление гибких нагревательных ковриков
 Крепление теплоизоляции
Крепление теплоизоляции
 Термообработка замыкающего шва корпуса реактора
Термообработка замыкающего шва корпуса реактора
 Проведение термообработки сварных швов по режиму аустенизации
Проведение термообработки сварных швов по режиму аустенизации
 Объемная термообработка шаровых резервуаров
Объемная термообработка шаровых резервуаров
 Крепление теплоизоляции
Крепление теплоизоляции
 Подогрев при сварке решетки теплообменного аппарата
Подогрев при сварке решетки теплообменного аппарата
 Высокотемпературные испытания временной печи для отжига сварных швов
Высокотемпературные испытания временной печи для отжига сварных швов
 Электрическая печь для заказчика из Казахстана
Электрическая печь для заказчика из Казахстана
 Термообработка шва корпуса парогенератора
Термообработка шва корпуса парогенератора
 Термообработка во временной печи
Термообработка во временной печи
 Термическая обработка сварного шва приварки днища к корпусу парогенератора
Термическая обработка сварного шва приварки днища к корпусу парогенератора
 Термообработка сварного шва ракетного двигателя РД180 с использованием специальных нагревателей
Термообработка сварного шва ракетного двигателя РД180 с использованием специальных нагревателей
 Новый нагреватель для выполнения сопутствующего подогрева сварных швов коллектора изнутри
Новый нагреватель для выполнения сопутствующего подогрева сварных швов коллектора изнутри
 Выполнение нагрева муфты под горячую посадку на вал с помощью установки для местной термообработки сварных швов
Выполнение нагрева муфты под горячую посадку на вал с помощью установки для местной термообработки сварных швов
 Аустенизация с помощью установки для местной термообработки сварных швов
Аустенизация с помощью установки для местной термообработки сварных швов
 Термообработка замыкающего сварного шва толстостенного абсорбера
Термообработка замыкающего сварного шва толстостенного абсорбера
 Выполнение объемной термической обработки сварных швов колонны и местной термообработки замыкающего сварного шва оголовка
Выполнение объемной термической обработки сварных швов колонны и местной термообработки замыкающего сварного шва оголовка
 Внепечная объемная термообработка сварных соединений вакуумной колонны
Внепечная объемная термообработка сварных соединений вакуумной колонны
 Завершение внепечной объемной термообработки сварных швов колонны высокоскоростными дизельными горелками
Завершение внепечной объемной термообработки сварных швов колонны высокоскоростными дизельными горелками
 Термообработка сварного шва толстостенной колонны
Термообработка сварного шва толстостенной колонны
 Термообработка замыкающего сварного шва корпуса реактора
Термообработка замыкающего сварного шва корпуса реактора
 Сопутствующий подогрев и термообработка сварного шва при ремонте барабана КВД
Сопутствующий подогрев и термообработка сварного шва при ремонте барабана КВД
 Термообработка сварных швов на корпусе теплообменника
Термообработка сварных швов на корпусе теплообменника
 Послесварочная термообработка сварного шва по правилам Газпрома
Послесварочная термообработка сварного шва по правилам Газпрома
 Подогрев сварного шва толстостенного аппарата при вращении
Подогрев сварного шва толстостенного аппарата при вращении
 Термообработка наплавки после дефектов лопасти гребного винта подводной лодки
Термообработка наплавки после дефектов лопасти гребного винта подводной лодки
 Подогрев сварного шва под водой
Подогрев сварного шва под водой
 Внедрение установки для управление печью термической обработки сварных швов коллекторов
Внедрение установки для управление печью термической обработки сварных швов коллекторов
 Термообработка замыкающего сварного шва приварки днища к корпусу канальными нагревателями
Термообработка замыкающего сварного шва приварки днища к корпусу канальными нагревателями
 Газовый инфракрасный подогрев при автоматической использовании автоматической сварки швов трубных заготовок
Газовый инфракрасный подогрев при автоматической использовании автоматической сварки швов трубных заготовок
 Термообработка сварных швов многозаходных коллекторов из стали P91 методом нагрева изнутри
Термообработка сварных швов многозаходных коллекторов из стали P91 методом нагрева изнутри
 Выполнение подогрева сварного шва при монтаже колонны в Омске
Выполнение подогрева сварного шва при монтаже колонны в Омске
 Термическая обработка ремотного сварного шва вала турбины
Термическая обработка ремотного сварного шва вала турбины
 Термообработка сварного шва с усилением деаэратора АЭС
Термообработка сварного шва с усилением деаэратора АЭС
 Выполнение сопутствующего подогрева сварного шва при монтаже ремонтной муфты 42" на нефтяной трубе под давлением
Выполнение сопутствующего подогрева сварного шва при монтаже ремонтной муфты 42" на нефтяной трубе под давлением
 Групповая термообработка сварных швов змеевика
Групповая термообработка сварных швов змеевика
 Объёмная термообработка сварных швов оголовка колонны в Тюмени
Объёмная термообработка сварных швов оголовка колонны в Тюмени
 Внепечная объемная термообработка сварных швов колонны
Внепечная объемная термообработка сварных швов колонны
 Термообработка сварных соединений толстостенной трубы
Термообработка сварных соединений толстостенной трубы
 Поставка комплекса оборудования мощностью 360кВА для термообработки сварных швов толстостенных труб
Поставка комплекса оборудования мощностью 360кВА для термообработки сварных швов толстостенных труб
 Выполнение термообработки сварного шва компенсатора давления атомной станции толщина стенки 300 мм
Выполнение термообработки сварного шва компенсатора давления атомной станции толщина стенки 300 мм
 Термообработка сварных швов приварки труб к трубной решетке теплообменных аппаратов
Термообработка сварных швов приварки труб к трубной решетке теплообменных аппаратов
 Внепечная объемная термическая обработка сварных швов шаровых резервуаров 600 м3
Внепечная объемная термическая обработка сварных швов шаровых резервуаров 600 м3
Контактная информация
Режим работы:
с 9:00 до 17:30
(Часовой пояс: UTC-3 Москва)
Суббота, воскресенье – выходной
Электронная почта:
Адрес:
400066, г. Волгоград, ул. Донецкая, 16
© 2026
ООО «ГК Ремонтные технологии»
Все права защищены
Копирование без разрешения запрещено
ООО «ГК Ремонтные технологии»
Все права защищены
Копирование без разрешения запрещено
Информация на данном сайте, носит исключительно информационный характер и ни при каких условиях
не является публичной офертой, определяемой положениями статьи 437 ГК РФ.
Политика конфиденциальности


не является публичной офертой, определяемой положениями статьи 437 ГК РФ.
Политика конфиденциальности
Мы используем файлы cookie для улучшения работы сайта.
Политика конфиденциальности